
AGE HARDENING OF BRASS
Alex Findlay, Derek Peterson - 14 August 2020
We are frequently asked if brass cartridge cases harden with
age. Anecdotally we hear reports of old case necks splitting due to age. To
answer this question, we have:
- Re-tested older annealed cases from our extensive archive of sample cases.
- Asked Andrew Ouwejan from Metlab metallurgy consultants for an opinion, and
- Asked Derek Peterson, president of Peterson Cartridge Co. for industry specific expert information
The short answer is that
correctly annealed and stored brass cartridge cases will not age
harden over any practical time frame. Here is what we found:
AMP Annealing tests:
We have an archive of thousands of different sets of case
samples. All our samples are stored in sealed zip lock bags. Our early
customers supplied us with six sample pieces of their cases so that we could
calibrate the correct annealing settings. As part of our testing procedure,
each case was numbered 1 – 6. The case weights, neck wall thicknesses starting
neck hardness etc, were all recorded. We then worked up to the correct annealed
hardness and recorded all the data. Once the correct neck hardness was
achieved, we published the program on our Settings page. Our target annealed
neck hardness is 98 HV.
We have now gone back into the archives, and pulled out the
correctly annealed cases from several batches of samples. The single most
common cartridge we have tested is 308W, and the most common brand is Lapua. We
re-tested the neck hardness of the correctly annealed case from three different
sample packs of Lapua 308W. Three readings were taken on each sample. The
averages are below.

The first pack was originally tested on 22 Sept. 2017,
nearly four years ago. Lapua lot # was P00930802/0210316. The unannealed neck
hardness as supplied by the customer was 145 HV. When we calibrated the correct Standard
program for our data base, case #4 was correctly annealed to 97 HV using
Standard program 71. Re-testing it now, that case neck is still at exactly the
same hardness.


The third pack was originally tested on 9 Feb. 2018. The
customer did not supply the lot #. The annealed neck hardness of Case #2 also remains
unchanged at 98 HV.
Our conclusion is that well stored brass will not "age
harden” at least for the four years that we have on our records. We cannot
comment on very old brass, or brass stored in proximity to chemicals or fumes
etc.
……………………………………………………………………..
We then asked Metlab for feedback. This is Andrew’s
response:
Hi Alex,
An interesting point to ponder.
Intuitively, my initial thoughts are that If the brass is
correctly annealed, I’m surprised that it would age harden as the structure is
completely ‘relaxed’. If, on the other hand, the brass has some residual
stress in it then some age hardening could occur as nitrogen from the air acts
to restrict atomic dislocations as it diffuses into the brass. Being in a
zip-lock bag might act to limit the amount of air (nitrogen) present.
I wonder if you find any age hardening on properly annealed
cases exposed to the air….?
Thanks for sharing the info. This stuff certainly
gets the mind working.
Regards
Andrew
……………………………………………………………………

In response to that, we then tested some virgin 223 Lapua
cases which we had bought in 2015. The box was opened then, and it has been
sitting closed but unsealed since then. We didn’t test for hardness back then,
but Lapua is usually around 100 HV. On re-testing five years later, they
average 101 HV, so effectively they haven’t age hardened at all.
…………………………………………………………….
We then forwarded all the above to Derek Peterson. In response, we
believe that Derek has provided us with a definitive article on the subject. He
starts with an excellent explanation of work hardening and annealing, and then
explains why correctly annealer brass will not age harden. He also explains
what factors can cause brass deterioration over time.
Derek explains:
Brass is a unique metal in many ways. Strong enough to contain the explosion
inside a rifle’s chamber, but soft enough to form to the chamber walls to
prevent gas leak. When it comes to hardening and softening C260, or cartridge
brass, there are only 3 factors that affect hardness. The factors are; #1 The
amount of work done to the brass. #2 The amount of heat (temperature) applied
to the brass. #3 The duration of time the brass remains at the elevated
temperature.
With that said, the only way to make cartridge brass harder is to work it.
Specifically, cold work. An example of cold work can be seen below in this
graphic:
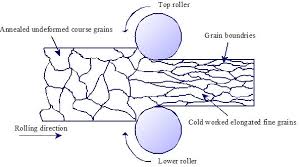
As mentioned above in the last paragraph, the amount of cold work / reduction
is what makes brass harder. Specifically, what causes the brass to become
harder after receiving cold work, has to do with the grain size in the brass.
Cartridge brass receives its strength from the amount of grain boundaries
contained in the particular sample you are testing. Basically, more grain
boundaries equal stronger material, and/or higher tensile strength. Hardness
and tensile strength are very closely tied, but not identical. Exactly how that
is possible, I’m not sure of, but I have been told that on a few occasions by
reputable industry professionals. However, with all of my testing, harder brass
has equaled higher tensile strength.
The only exception to "cold work being the only way to increase brass
hardness”, is during the annealing process of the cartridge brass. When you anneal
brass, the brass actually goes through 3 phases. Recovery, Recrystallization,
and finally Grain Growth. You can see the 3 phases below in the illustration:
Depending who you ask about this topic, the names of the phases might change,
but regardless of the names used, there are only 3 phases.
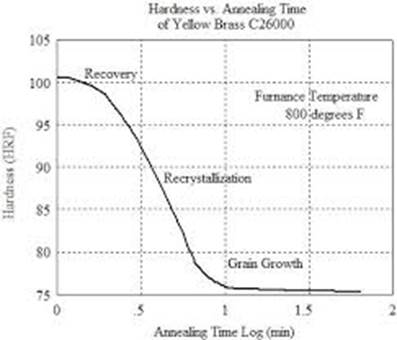
Note: this
illustration shows slow furnace annealing. "Flash” annealing the neck and
shoulder of a case is much faster and at a higher temperature.
What you can see in the above graphic, is the 3 phases the metal goes through
during the annealing process. When I say that the brass can get slightly harder
during the annealing process, I am specifically talking about the recovery
stage. Right at the beginning of the recovery stage, the duplex grains in the
brass actually strengthen. This strengthening is what causes the tensile
strength, and therefore hardness, to actually go up. This recovery stage only
lasts for a short time, and its effects are erased when the temperature
continues to rise. As the temperature continues to rise, the brass enters Re-crystallization, followed by Grain Growth, and subsequently begins to
decrease in hardness. The temperature, very roughly, at which cartridge brass
enters recovery, is around 500 – 550 degrees Fahrenheit. Or so I have been
told, and the graphs I have studied illustrated.
The time needed, at the increased temperature, for the brass to enter
the recovery stage, and therefore harden slightly, normally + 10HV, depends on
the thickness of the metal. This is what I meant above when I said annealing
depends on the temperature you anneal the brass at, and the amount of time the
brass is allowed to anneal at that increased temperature. Generally speaking,
higher temperatures require less time to reach the same hardness as a lower
temperature for a longer time. However, generally speaking, brass heated to
below 500 degrees Fahrenheit will not soften or harden regardless of the amount
of time the brass is left at that increased temperature.
The only proof that I actually have of the slight hardening happening,
when the brass is in the recovery stage, is due to the hardness testing we
perform during our manufacturing process. Specifically, when we anneal the un-tapered
tubes before they enter our tapering machines. As you know, we use inductive
annealing in our production process. During our annealing process, the
inductive coils we use create an electromagnetic field around our parts, which
we use to heat and anneal our rifle casings. The fields can be modified to
create a heat gradient, which we use to then create the proper hardness
gradient in our casings.
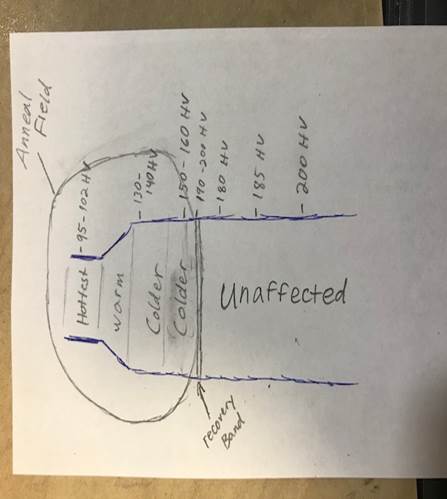
What I have noticed, only sometimes, is that towards the outskirts of
the annealing zone generated by our inductive annealing coils, you can stumble
upon a recovery zone which is actually harder than the brass was to begin with,
compared to before we ran the part through the annealing process. The only
explanation I have been able to come up with is that on the edge of the Re-crystallization zone / Grain Growth zone, there is a Recovery zone.
It should be noted that I have only found the above anomaly in the tapered
parts before they reach the final mouth and shoulder anneal. It is my
understanding that this small recovery zone tends to get blended during the
final mouth and shoulder anneal, which brings its hardness back down, but I am
not sure of that. I have drawn a very crude sketch, and included it below:
The only other way I have heard of people hardening brass, without physically
working it, is by using ultrasonics. I am guessing that the theory is if you
use ultrasonic waves to act on the brass, you can increase the hardness, but I
have seen no proof of this when I studied it awhile back. In theory I would
think someone could test this by buying an ultrasonic cleaner, filling it with
water and casings, and then let it run for a week constantly, and see if the
brass increases in hardness.
So, after all of that explanation, back to your main question. Does brass
harden with age? It is a classic human trait to observe an effect, and then try
to assign a cause to it without any scientific testing. But, in the end, isn’t
that how almost all topics are treated in the reloading stratosphere?
What people are likely experiencing is called season cracking. One of the tests
that is performed on brass casings is called the "advanced aging test”. The
process of the test is to put a small amount of, Mercurous Nitrate,
or ammonia spray, on the necks of the
casings being tested. The Mercurous
Nitrate, or ammonia, is allowed to sit on the casings for a
predetermined amount of time. What these chemicals do is attack the brass. If
brass has not been properly re-annealed after being tapered (in the case
manufacturing process), the chemicals will cause a crack to form, almost always
in the neck and/or shoulder of the casings. This is due to the thinness of the
brass in those two areas.
In the past, the US and British military have had a heck of a time with
ammunition cracking when it was either stored for a long period of time, or
stored improperly near either of those two chemicals. A lot of people don’t
know that leaving the anneal line on the casing, besides actually physically
testing each casing with a hardness tester, is the only practical method to
determine if a casing has been re-annealed after the tapering process. The
presence of an anneal line doesn’t mean that the casing was annealed to the
exact proper hardness, but it does show that it was annealed after taper and
likely won’t crack if it comes in contact with a harsh chemical or sits on a
shelf for a long time. This is why we do it, and also why the US military
requires its ammunition to have the anneal line left on it during the
production process.
As mentioned earlier in this article, brass is hardened when it is worked.
During the tapering operation in manufacture, we work the brass a tremendous
amount. Especially in the neck and shoulder area. Those two areas see the most
amount of reduction in the tapering operations. Since they see the most amount
of work, their grains will consequently be smaller. For example, when we anneal
a tube before it is put into the tapering process, we reduce the hardness in
the top section of the tube, which will end up being the neck of the casing, to
just below 100HV. After that same tube has been tapered, the hardness will
normally have increased to between 150 - 180 HV, roughly. All of that work we
put into the mouth and shoulder of the casing, also imparts a lot of stored
stress in the metal. That is to say, the metal has been constricted to a much
smaller diameter, and it isn’t happy about it.
As the casings go through re-anneal just before they exit our machinery, the
metal in the newly formed neck and shoulder is softened, which causes it to
relax. Basically, final neck and shoulder anneal causes the metal in the mouth
and shoulder to accept its new shape, and provide proper tension so the mouth of
the casing will properly and evenly grip the bullet when loaded, and evenly
release the bullet and expand to the chamber walls to seal against gas leak
when the cartridge is fired.
In my opinion, the highest likelihood scenario for someone to put away
functionally intact casings one year, and come back to cracked necks and
shoulders a few years later, would be if they shot the brass a bunch of times
without running it through a re-annealer, like an AMP, and then put the casings
on a shelf in a hard condition.
Again, the AMP annealer is far superior to any other one on the market
for a bunch of reasons. Likely the biggest reason being that the AMP annealer
hits the proper hardness for the neck and shoulder every time. Every time a
casing is fired and reloaded, the neck and shoulder are worked. This working
hardens the brass. If this wasn’t the case, there would be no need to re-anneal
brass ever. Resizing brass, and firing it to some smaller extent, is a form of
cold work as even during the firing process, the brass doesn’t reach the 600
degrees Fahrenheit required to begin the annealing re-crystallization process of
the grains in the brass.
Lastly, the other very likely scenario for "age hardening” has to do with a little-known
chemical called Windex. Or any other cleaning chemical with ammonia in it. I
have actually seen this here at our shop. From time to time, I will be working
on a problem in the machinery, and go into a conference room to draw something
on a white board to help solve the problem. I normally take a casing into the
conference room with me which shows the problem I am trying to fix. I tend to
set those casings down on the table, where they are put into a small plastic
ammo box, like we ship our finished product in for reloader sales. Each of our
conference rooms have one of these boxes on the table for meetings when we need
to show someone a casing. Inevitably, I will forget to take the casing out of
the room with me, and I will leave it in the box. Almost none of the casings I
take with me into the conference room have been through final neck and shoulder
anneal, as we never have any problem with the machines which perform that
function.
The casing will stay in the conference room for months in that plastic ammo
box. Our cleaning person will then come in and spray the table down with Windex
or some other ammonia laden glass cleaner. Some of the glass cleaner will then
get on the casings from an overshot while they are cleaning the table top. I
have then come in the conference room a few months later, and the casing has a
big crack in the neck. But the casings in the same box that had been through
final neck and shoulder anneal have never been cracked. This doesn’t happen
every time, or even most times, but it has happened. That said, a properly
annealed casing can handle almost any chemical you throw at it for a limited
amount of time. In fact, I have seen casings fall into our soap containers from
time to time, which is sulfuric acid based, and stay there for months without
deteriorating. The surface of the casing will be pretty etched, but it will not
have cracked.
Derek Peterson
President

Peterson Cartridge Co.
17 Leonberg Drive, Suite 100,
Cranberry Twp., Pa. 16066