
ANNEALING UNDER THE MICROSCOPE
Part 5 (Section 1)
Alex & Matt Findlay - 22/11/2019
Copyright AMP ANNEALING 2019
We have formatted this article as a combination of videos and data. Videos will introduce each stage, followed by data analysis. All raw data is available as appendices.
Testing was conducted at multiple venues in USA and also New Zealand. All annealing was done using Annealing Made Perfect Mark ll annealers. The exact, correct annealing settings for each of the various cartridges was established using the AZTEC mode of the Mark ll. The results shown in this article are only applicable if the AMP system is used for annealing.
Stage One
Sized dimensional accuracy, annealed v unannealed
We tested Peterson 308W cases for sizing consistency: 20
shots x 3 cases un-annealed and 20 x 3 annealed. Case necks were very lightly
turned to remove any minor high spots. The turned neck wall thickness averaged
0.0147”. All cases were fire formed twice before "Shot 1” was recorded. A
Redding full-length bushing die with an expander was used for all tests. The
target for all sizing was a neck outside diameter (OD) of 0.335”, resulting in
"neck tension” (Interference fit) of 0.002”. The target full-length sized
shoulder "bump” was 0.002” from the fire formed dimension. The rifle used was a Remington 700 with a
standard SAAMI spec chamber. The full data for these tests can be seen here
Summary of results
As the brass in the case neck and shoulder gets
progressively harder each reloading cycle, it will resist forming accurately to
the sizing die dimensions. This leads to variable neck tension, and also
variable shoulder bump when a full-length sizing die is used. The fundamental
purpose of annealing is to eliminate "spring back” after cases are removed from
the sizing die.
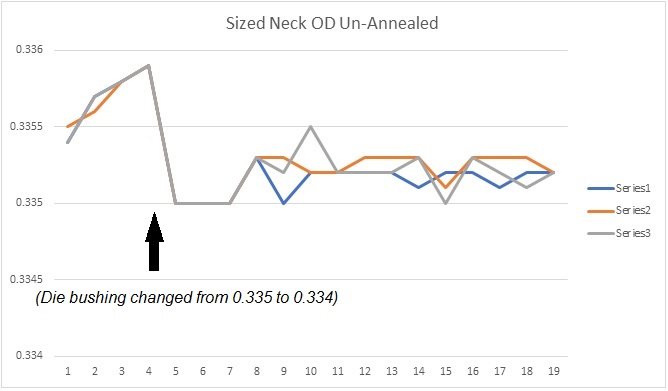
This chart shows the progressive sized neck OD of three unannealed cases over 20 reloads. Starting at just over 0.335” OD for shot 1, the dimension rapidly rose to nearly 0.336” by shot 4, resulting in neck tension of just 0.001”. At that point the neck bushing was changed from 0.335” to 0.334”. This restored the neck OD to 0.335” for a few shots, and then the neck OD varied between 0.335” and 0.3355” up to the end of the tests at shot 20.
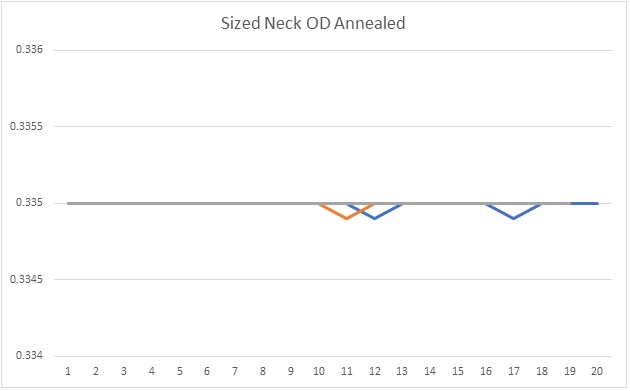
By comparison, the three cases which were annealed every reload showed almost perfect repeatability over 20 reloads. The neck OD remained at 0.335” for the entire test, with a variation of just 0.0001” observed on three measurements out of sixty.
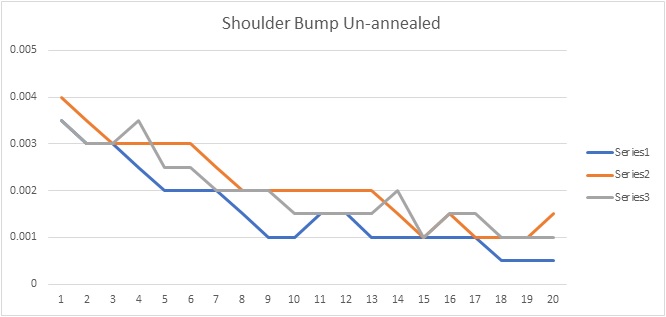
This chart shows the progressive reduction in shoulder bump
over 20 reloads. Because the reduction was expected, the die was adjusted to
give an initial bump of just over 0.003”. By the twentieth reload, the bump had
reduced to between 0.0005” and 0.0015” across the three test cases.
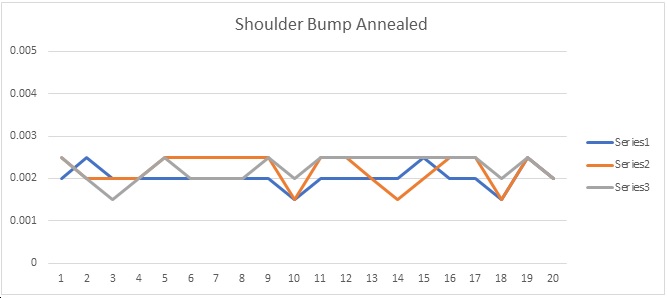
By comparison, the three cases which were annealed every reload showed excellent shoulder bump consistency with an average bump of 0.002” +/- 0.0005” over twenty reloads. We found that most of the observed variation was due to variable lubing of the cases.
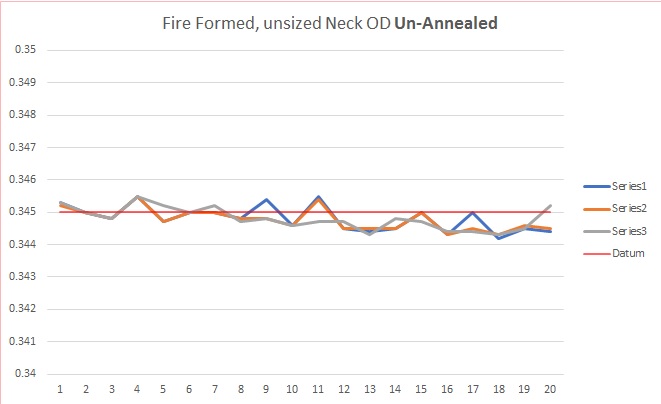
The next tests examined the unsized, fire formed neck ODs.
This could potentially demonstrate if the neck and shoulder were providing a
full chamber gas seal on firing. For illustrative purposes a datum 0f 0.345” is
shown on both graphs. As can be seen above, the neck ODs progressively
decreased fractionally over twenty reloads. By shots twelve and onwards, the
average fire formed neck OD was down to 0.3445”. This may be significant in
determining the effective chamber gas seal of the unannealed cases.
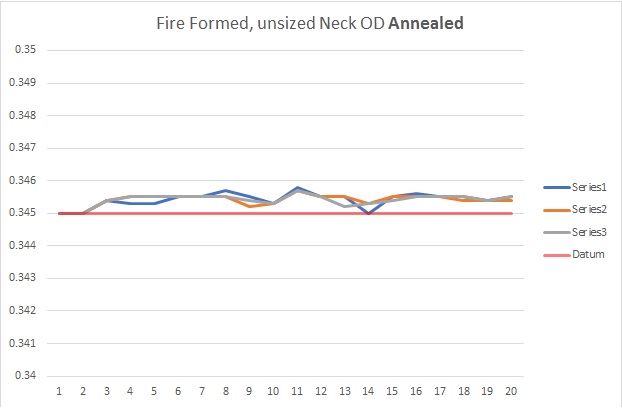
By comparison, the cases which were annealed every reload maintained a fire formed neck OD averaging 0.3455” over all twenty reloads. This may indicate that the annealed cases were forming a more effective chamber gas seal. This is a difficult subject to quantify, but it may partly explain the superior shooting results obtained with annealed cases which will be seen below in Stage Two and Stage Three of this study.
Further
observations:
Case trimming to length: With this particular die set
up we needed to trim the annealed cases more often than the un-annealed cases. We
used an expander and a shoulder bump of 0.002”. Whenever one of the three cases
of a set reached a length of 2.012”, all three were trimmed to 2.006”. Over
twenty reloads, we trimmed an average total of 0.0225” from the annealed cases
v 0.010” from the unannealed cases. The amount of trimming to length necessary
varies with both the amount of shoulder bump and if an expander is being used. An
expander tends to draw the neck forward. Many reloaders do not use an expander,
and this eliminates this factor. In addition, the more bump, the more brass is
extruded forward. Because annealed cases can be sized with excellent accuracy
and repeatability, a bump of just 0.001” can work very well in bolt action
rifles. This will reduce or even eliminate the need to trim to length.
Case head dimensions: After initial fireforming was
completed, both annealed and unannealed sets stabilised at an unsized
fire formed dimension straight out of the gun at 0.4411” +/- 0.0001”. The
unannealed set stabilised at a sized head dimension of 0.4705”, whereas
the annealed set stabilised at a sized head dimension of 0.4703”. This
is a tiny difference, and we doubt if it is of any significance.
Case life – potential head separation: These tests
were originally intended to be to destruction i.e. case failure. After 2 x fire
formings and 20 cycles of reloading of each set, the test cases are not even
close to failure. This applies to both the annealed and unannealed sets. At the
end of the tests we sent sample cases to Metlab (a local independent certified metallurgy
laboratory) for sectioning and analysis. As can be seen in the photo below,
there is just the tiniest sign of case wall thinning above the head. While the
unannealed cases may eventually fail due to neck splits, we believe the
annealed cases will last much longer.
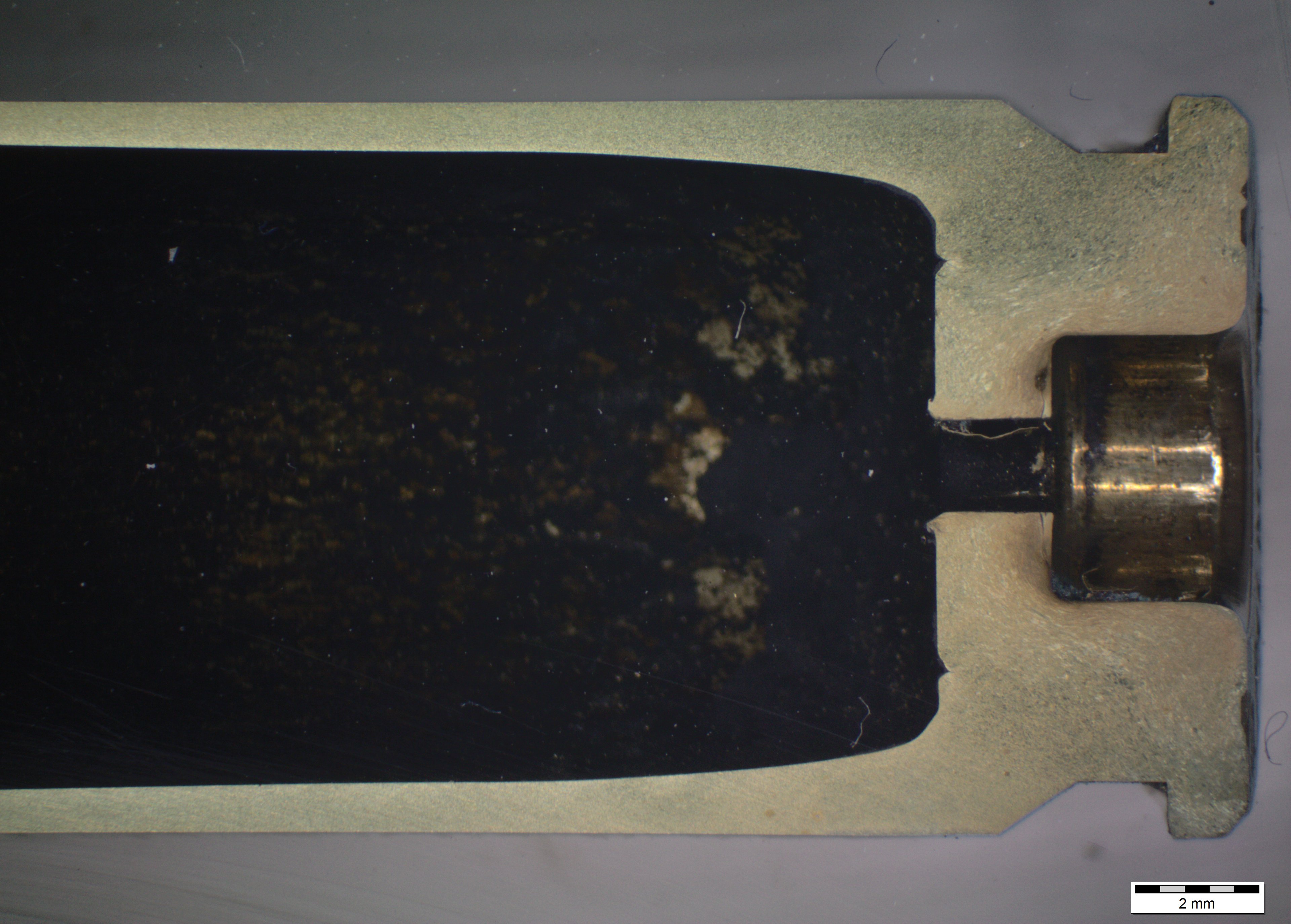
Unannealed case x 22 shots
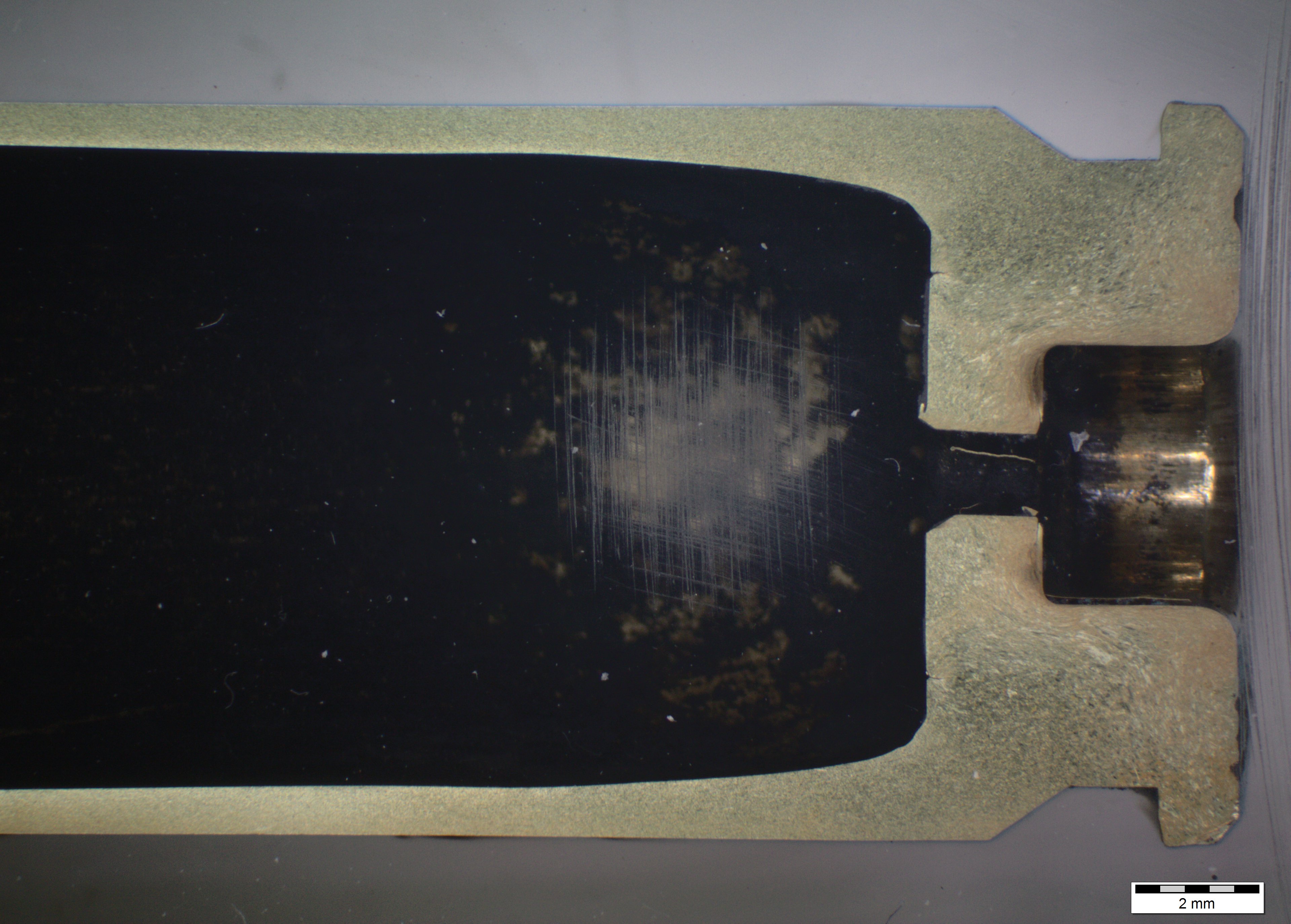
Annealed case x 22 shots
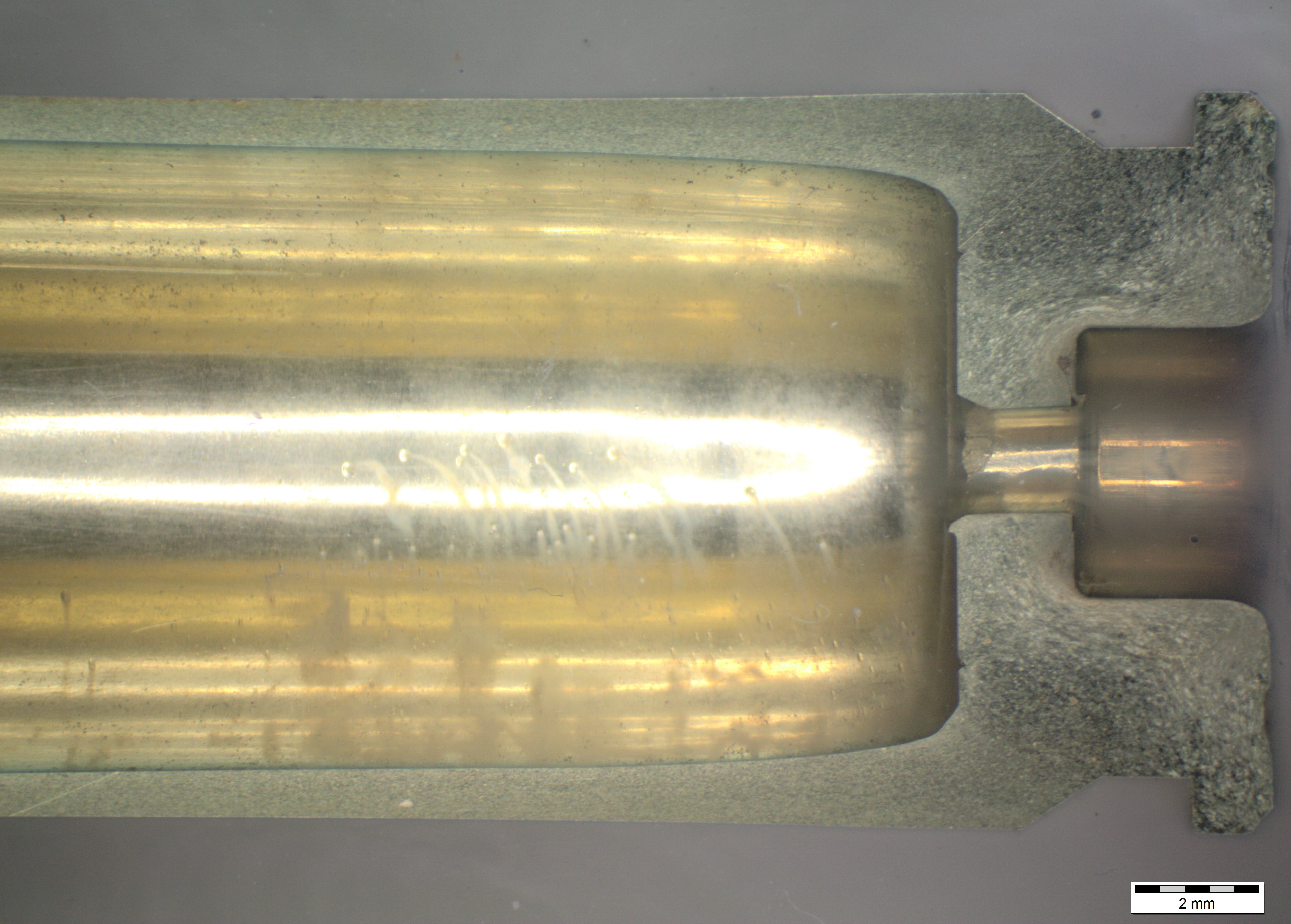
Virgin Case
This is in contrast to a destruction test performed by Greg
Micklow, who was part of the Strategic Edge team of testers in Tennessee. Greg
was using the same Peterson 308W cases, and a stock Sako TRG22.
His unannealed test case failed after just sixteen cycles.
Failure was evidenced by a stuck case which prevented bolt lift. The annealed
test case failed after forty-four reloading cycles, when complete case head
separation occurred.

The difference between our testing and Greg’s is the sizing
die used, and the frequency of full-length sizing. Our testing full-length
sized every reload, with a nominal shoulder bump of 0.002”. Greg was neck
sizing only, with a Lee collet die until chambering a round became tight. At
that point he used a Redding body die to full length size the case. Body sizing
was done on both cases after the sixth reload and the twelfth reload. It would
appear this technique placed much more stress on the vulnerable case wall area
ahead of the head.
Stage One
conclusion.
The above study illustrates that there is a clear advantage
to annealing cases every reload with the Annealing Made Perfect system. These
advantages are:
- Absolutely uniform neck tension/interference fit over 20+ reloads
- Extremely uniform full-length sizing shoulder bump.
- Better and more consistent neck expansion in the rifle chamber.
Stages Two and Three will test if that dimensional uniformity translates to real world improvements in groups and velocity extreme spreads.