ANNEALING UNDER THE MICROSCOPE
Part 4
Alex & Matt Findlay - 20/09/2019
Copyright AMP ANNEALING 2019
Special thanks to Lou Murdica and Stuart Elliott.
Matt and I are indeed fortunate to have such great mentors.
What exactly does annealing do?
Why should every reload be annealed?
Executive summary:
The reloading cycle includes:
Each one of these processes work hardens the neck and shoulder of the cases. This hardening creates spring-back from the sizing die, which in turn affects the accuracy of sizing. The harder the brass the greater the spring-back. Work hardening occurs much faster than is generally perceived.
It is widely known that regular annealing extends case life. In fact, the neck and shoulder of cases annealed each reload and shot in a bolt action rifle will generally outlast the rest of the case. The greater benefit of annealing however, is enhanced accuracy.
Annealing correctly every reload prior to sizing eliminates spring-back out of the die, and ensures that each case is sized identically every reload.
It also ensures that on detonation, an effective and repeatable gas seal is formed by the neck and shoulder of the case in the rifle chamber.
Inaccurate sizing and variable chamber sealing can and will affect the accuracy of reloaded ammunition.
Introduction
The following study compares annealed v non-annealed sized dimensions of 308 Win. cases over multiple reloads. All test cases were full length sized. The first set of tests used a bushing die with no expander. The second set used a bushing die with expander.
Measurements recorded each cycle were:
- Fire formed neck OD
- Sized neck OD
- FLS shoulder bump
- Case length.
- Neck hardness (HV) was recorded at three stages of each cycle: annealed, sized and shot.
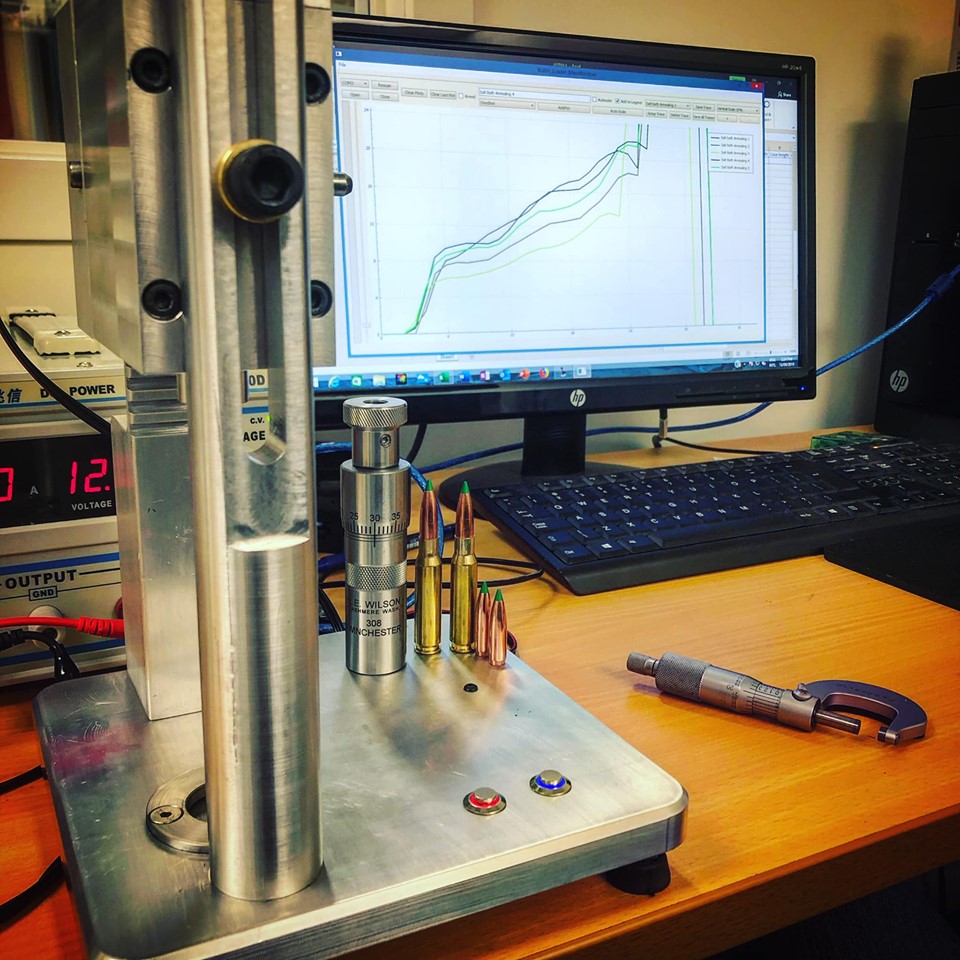
In addition to recording the above dimensions, the force required to seat each bullet was analysed using an LE Wilson in line seating die and an automated ram positioned on a pressure cell. These results were recorded in graph form.
As will be seen both dimensionally and also by measuring seating force, failure to anneal results in progressively less interference fit (neck tension) each reload if no expander is used. It may seem counter-intuitive, but even using a die with expander, unannealed cases also show a progressively increasing neck OD as the necks harden. In addition, the shoulder bump dimension of unannealed cases tends to grow each reload, as the hardened case springs back out of the die.
Here is a video demonstrating the Bullet seating press with load cell in action:
The two biggest factors which affect the seating pressure plot lines are interference fit (neck tension) and inside surface condition of the neck. As can be seen, just brushing out residual carbon makes a big difference. Seating depth also affects the seating pressure trace. We are yet to experiment with inside neck reaming and moly coating.
Equipment
Remington 700 rifle in 308 Win. SAAMI spec chamber. Fire formed cases measure 0.3450” neck OD. The fire formed, unsized shoulder datum using a Hornady head space gauge D 400 on Mitutoyo Vernier callipers measured 1.6235”.

Micrometer showing sized neck OD of 0.335”

Verniers showing sized shoulder datum length of 1.621”
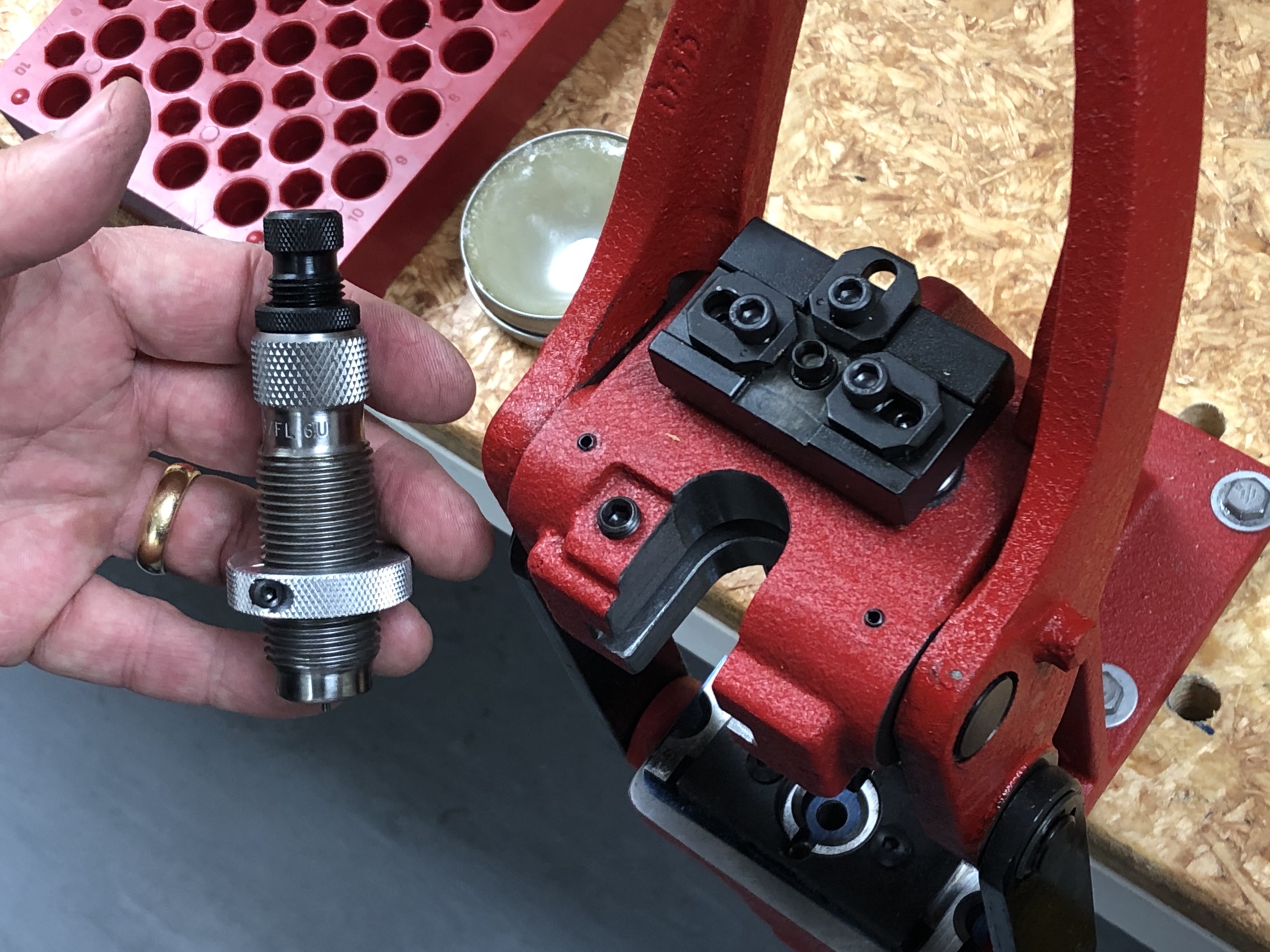
Redding FLS bushing die and Forster Co-ax press.
Note: the purpose of the load was purely to fire form the cases each reloading cycle. No attempt was made to optimize the load for accuracy. That will be done in the next study.
Components:
Cases: 308W Peterson large rifle primer Match and 308W Lapua Palma. Peterson cases were used for all of the tests shown below. We also ran many preliminary tests with Lapua cases.
Powder: 43 gr. of AR2208 (Varget)
Bullet: Nosler 165 gr. Ballistic tip.
Seating depth (except where specified) 2.3285” measured to ogive datum.
Primers: Federal 210 and 205.
Case preparation:
Both Peterson and Lapua cases were lightly neck turned to 0.0142”. This was just sufficient to remove any high spots. All cases were shot and annealed twice from Virgin. Each test started with a correctly annealed case.
FLS die set up:
The Redding FLS die was set to shoulder bump annealed cases from a fire formed length to datum of 1.6235” down to a nominal 1.621”, or 0.0025” bump. This same setting was used for all tests, enabling any variations to be seen. Note: we did observe some variation in the initial shoulder bump from test to test.
A 0.336” bushing was used for the no-expander tests. This gave annealed cases a sized neck OD of 0.335” or 0.002” interference fit (neck tension). Cases were lubed with Imperial sizing wax. Note: we have checked the ID of the bushing at 0.3357”. We are unsure why that results in a 0.335” neck OD with annealed cases.
For the expander tests, a 0.335” bushing was used with a 0.332” expander. This gave annealed cases a sized neck OD of 0.335” or 0.002”” interference fit (neck tension). The inside of the necks was lubed with Imperial dry media graphite. The outer surface was lubed with Imperial sizing wax.
The inside of all necks were brushed with a dry nylon brush prior to seating.
Bullets were seated using a L.E. Wilson Micrometer adjustable bullet seating die.
Test 1:
No annealing with no expander.
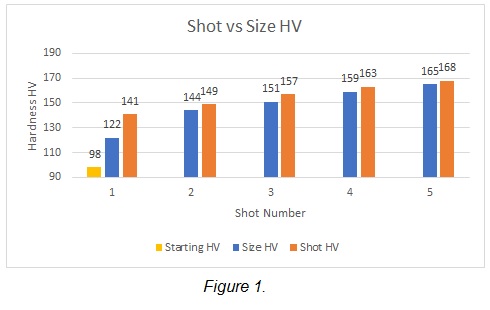
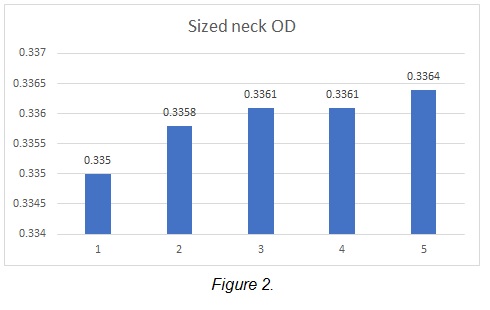
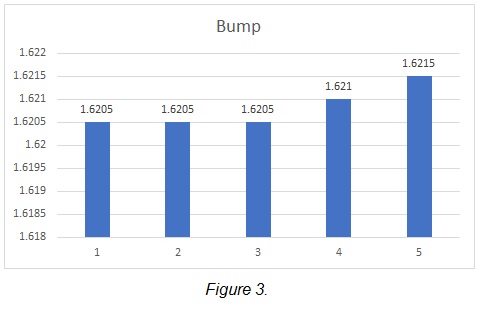
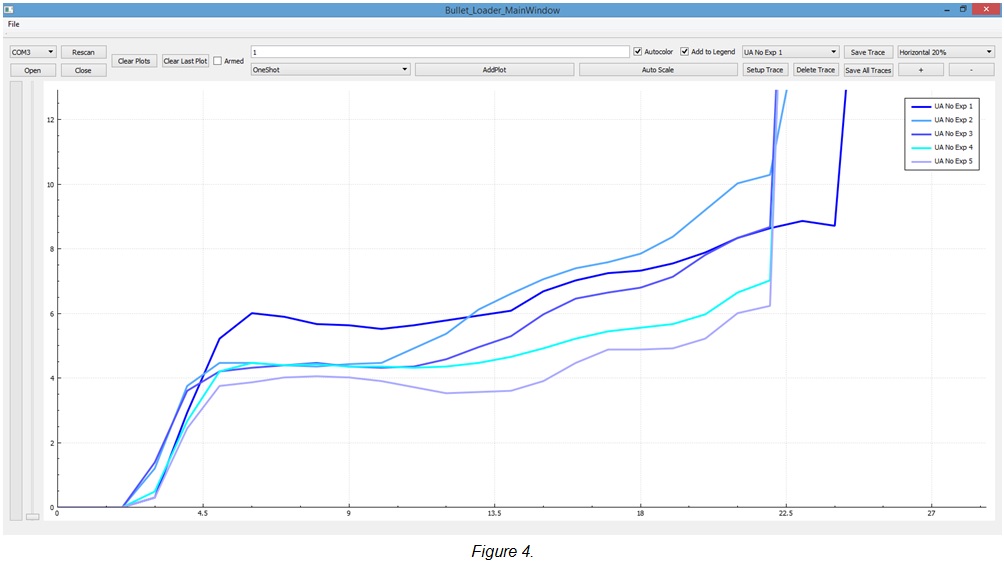
Figure 4 shows the effect increasing neck OD had on bullet seating pressure. As the OD increased, seating pressure decreased. As shown above, shot one had 0.002” neck tension, whereas shot five had less than 0.001”.

Figure 5 shows progressive case lengthening over five shots from 2.01” to 2.0125”, a growth of 0.0025”.
Test 2:
Annealed with no expander.
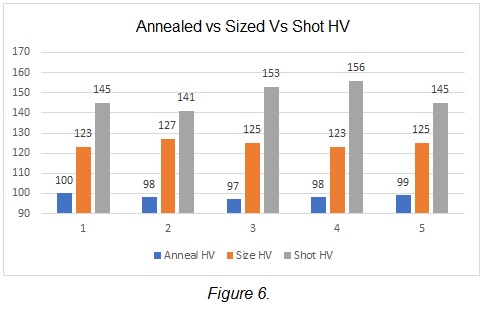
Figure 6: shows the case being correctly annealed each time after shooting. This returns the neck and shoulder to the correct hardness (av. 98HV) so that the case conforms accurately to the sizing die without any spring back. After sizing, the neck hardness rises to an average of 125 HV. Bullet seating and shooting further raise the neck hardness to 150HV av. but annealing again at that point returns the neck and shoulder to the correct hardness for the next cycle.
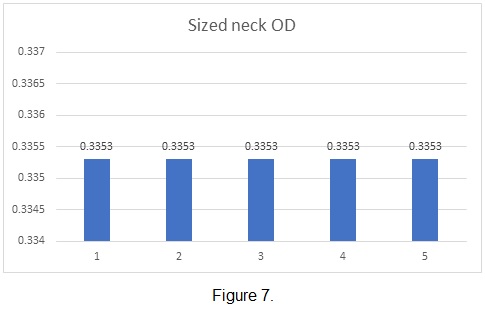
Figure 7: shows the benefit of correct annealing in neck sized accuracy. Every reload the neck OD was identical at 0.3353”.
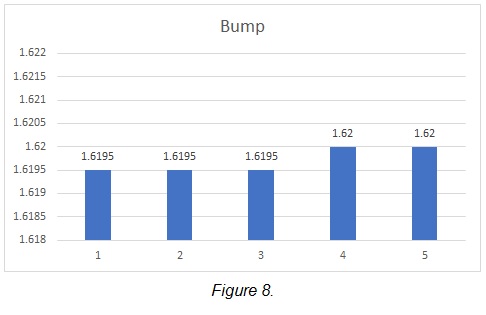
Figure 8: shows the benefit of correct annealing on accurate shoulder bumping. The first three sizings gave 1.6195”, while the fourth and fifth were just 0.0005” larger at 1.620”
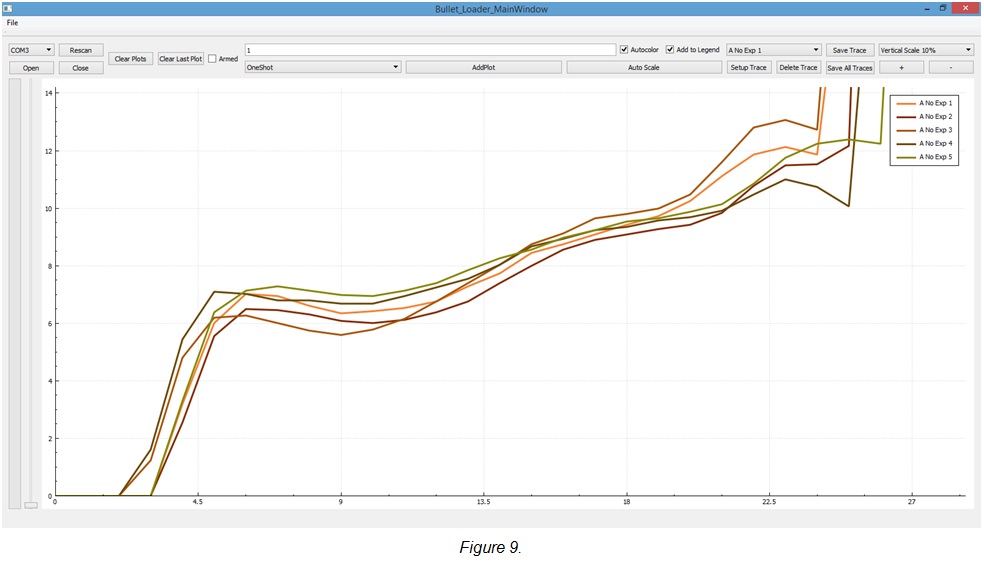
Figure 9: shows a significantly improved consistency of bullet seating pressure due to repeatable neck OD.
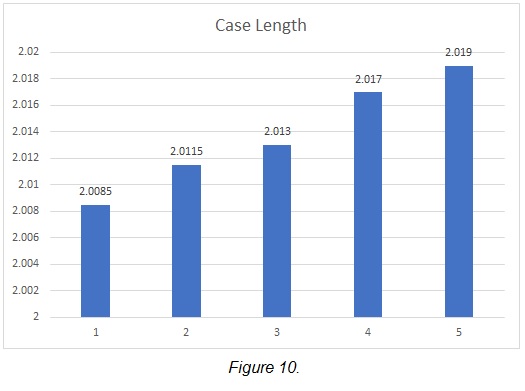
Figure 10: shows progressive case lengthening over five shots from 2.0085” to 2.019” – a growth of 0.0105”.
Test 3.
No annealing with an expander.
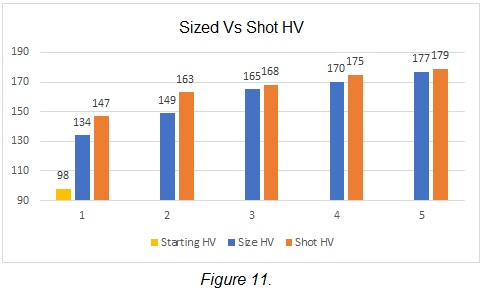
Figure 11: shows even faster neck hardening than Figure 1, which had no expander. This is because the neck is being work hardened twice with each sizing, once by the die at the top of the stroke, and again by the expander.
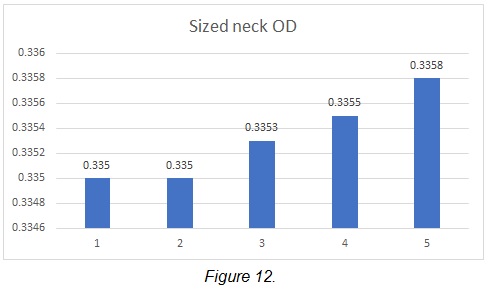
Figure 12: shows the effect of spring back on sized neck OD. Sizing 1 measured 0.335”, but this grew progressively to 0.3358” by sizing 5. This means that the initial interference fit (neck tension) of 0.002" was reduced to just 0.0012" by shot 5.
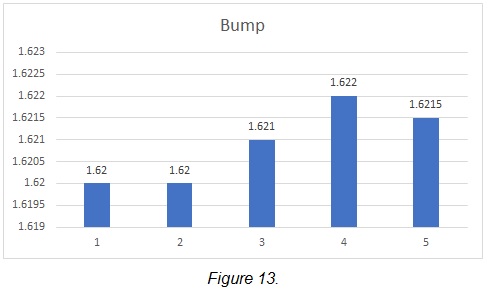
Figure 13: shows the effect of spring back on shoulder bumping unannealed cases. The dimension grew from 1.620” on the first sizing to 1.622 on the fourth sizing, a growth of 0.002”. The fifth sizing came back a fraction – 0.0005”.
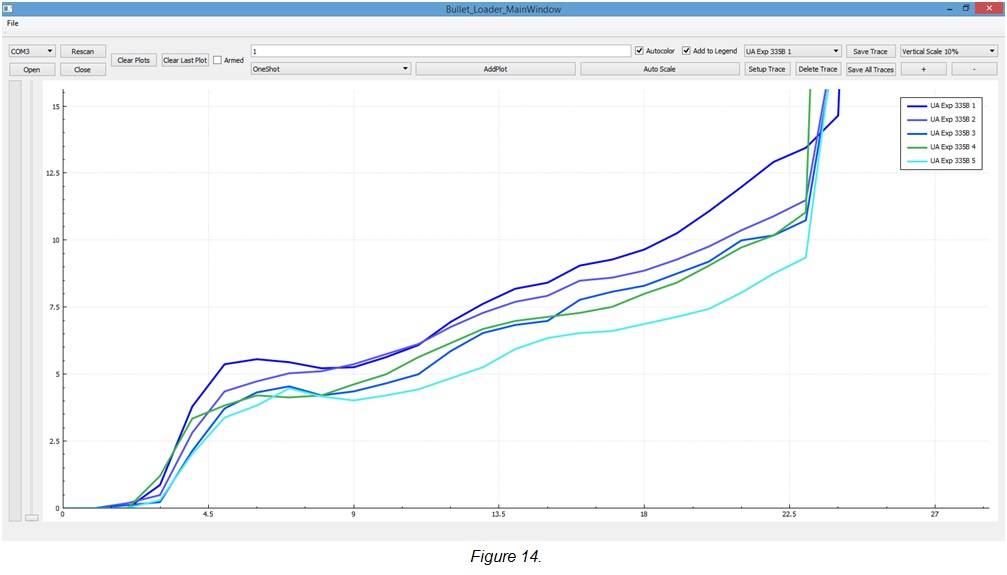
Figure 14: shows the effect of inconsistent neck OD on seating pressure. As with unannealed cases without an expander as shown in Figure 4, as neck OD increases, seating pressure decreases.
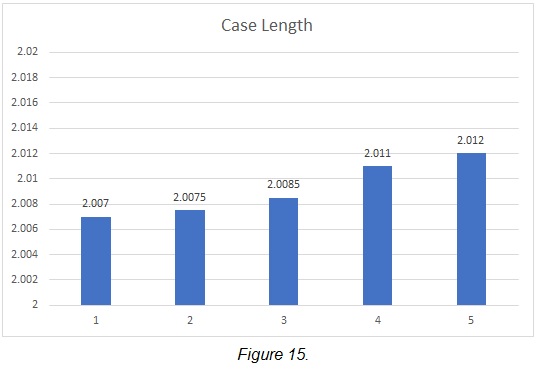
Figure 15: shows progressive case lengthening over five shots from 2.007” to 2.012”, a growth of 0.005”
Test 4.
Annealed with expander.
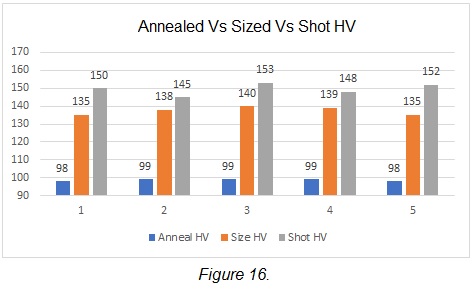
Figure 16: shows correct annealing each cycle as was shown in Figure 6. While the cases work hardened more each cycle due to the dual action of the expander, annealing brought the neck and shoulder back to the correct hardness so that the case sized to accurate dimensions each cycle.
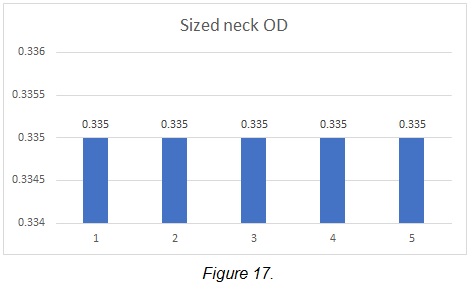
Figure 17: shows perfect sized neck OD each cycle.
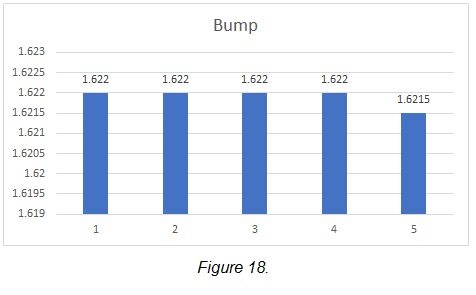
Figure 18: shows almost perfect shoulder bump each cycle. The fifth resize was just 0.0005” less than the first four.
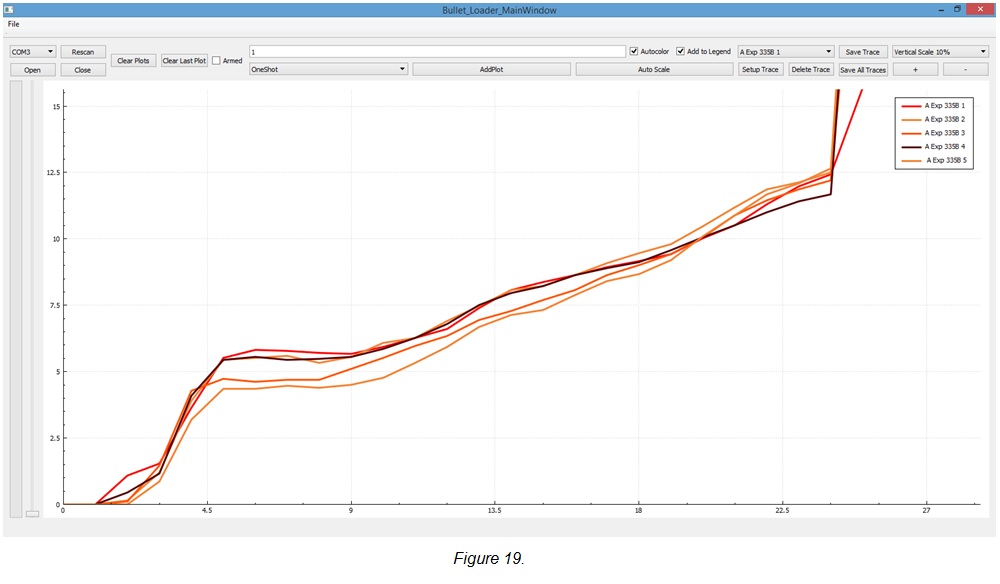
Figure 19: shows much more consistent bullet seating pressure due to consistent neck OD.
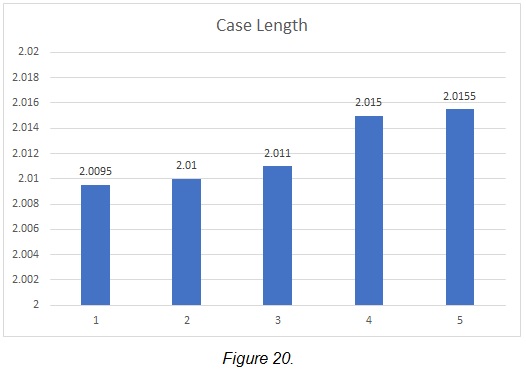
Figure 20: shows case length growth from 2.0095” to 2.0155”, a growth of 0.006”. Clearly the expander caused increased case length in both annealed and non-annealed samples compared to sizing without an expander.
Conclusion
We believe the above tests clearly demonstrate some of the benefits of accurate annealing. Precision and repeatability of sizing is greatly enhanced. This is evident when sizing either with or without an expander in the sizing die. Overlaying the bullet seating pressure graphs also shows a marked improvement:
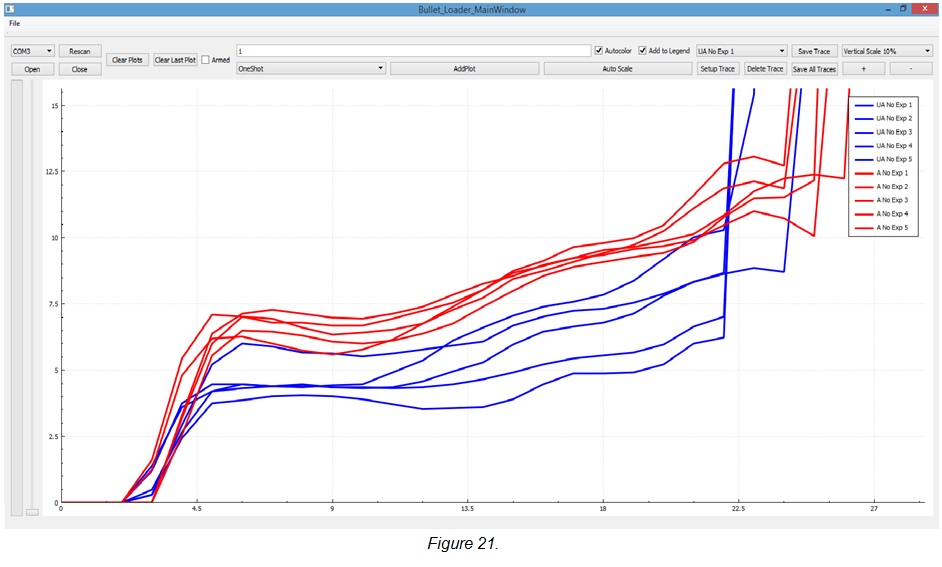
Figure 21: shows results using a bushing die with no expander, Annealed traces are in red, unannealed in blue.
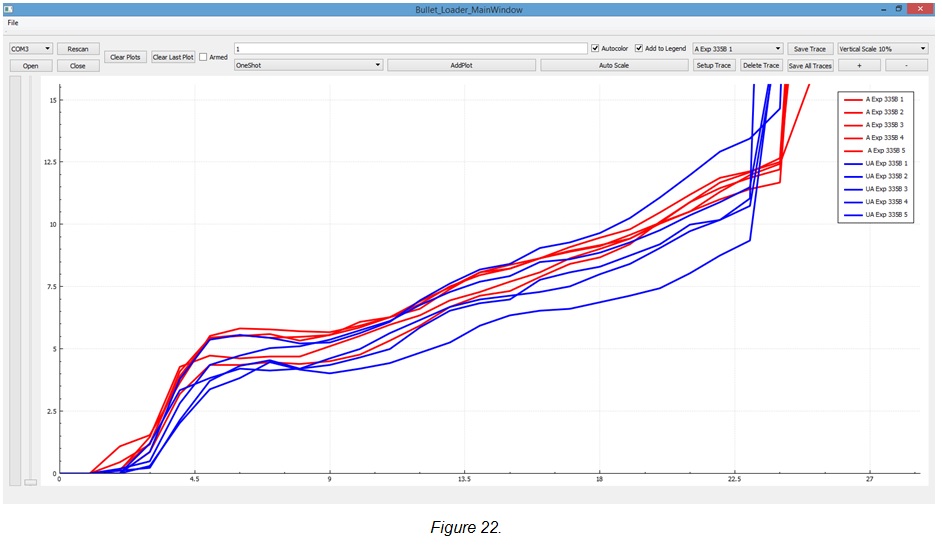
Figure 22: shows the results out of the same die with expander added. Annealed traces are red, unannealed in blue.
We will continue to experiment with different inside neck treatments to see what provided the ultimate consistent bullet seating pressure. We will also test inside neck reaming. Results will be added to this article.
As mentioned in the executive summary above, another benefit of annealing is improved sealing of the chamber by the case neck and shoulder on detonation. This is much harder to quantify, but it can be illustrated with this example.

The 308W cases above are part of the testing done by Lou Murdica recently. We will refer to them as "Brand X”. They were shot with a very hot load. The cases in the above photo were unannealed from virgin brass. From the fourth shot on they exhibited gas leakage.

These cases above are the same brand shot with the same load the same number of times. They were annealed each reload. No gas leakage was experienced. We will be doing ongoing research on this subject.
A final note: The above testing took a lot of time and effort. Below are the empty containers of the consumables we used in the testing. We know that a lot of shooters might go through this much or more in a single day. However, bear this in mind. Every single shot we fired was analysed for dimensions and hardness multiple times, and then recorded. That is a lot of work.

We are not finished yet, work has already started on "Annealing under the microscope Part 5". It will focus on the real world benefits of all this precision. What difference does it make down range?
Stay Tuned..