
ANNEALING UNDER THE MICROSCOPE
Part 2
Alex Findlay - 1/09/2017
Copyright AMP ANNEALING 2017
ANNEALING
UNDER THE MICROSCOPE
Stage Two Report
In which we confirm the reason for different annealing power requirements between brands, and also the advantages of annealing every reload.
For Part 1 on this study click here
Downloadable
Appendices:
Our Stage One report on the metallurgy of annealing was
designed to cover the basics of brass cartridge annealing, and also to address
a number of misconceptions on the subject. In Stage Two, we have again worked
with independent metallurgy laboratories to establish:
1.
Why
do different brands of the same cartridge case require different amounts of
power to anneal correctly? Further to that question, why can there be lot to
lot variation from the one manufacturer? To answer those questions, we again
consulted with Andrew Ouwejan from Metlab Ltd.
2.
What
factors influence consistent, repeatable neck tension? In Stage One of our
tensile bullet pull tests, we established a baseline using no internal neck
lube and no cleaning. We now start to explore different options, again using
the services of Nick Casterton at Air
New Zealand Gas Turbines Materials Testing.
Case
variations - brand to brand, and lot to lot.
In our Stage One report, we demonstrated that there is
insufficient variation in alloy composition between brands to account for the
variations we experience when annealing different brands of the same cartridge
case. We therefore sought to confirm that it is the mass of brass to be
annealed which accounts for the difference. Below are sectioned samples of four
different brands of 223 Remington cases.
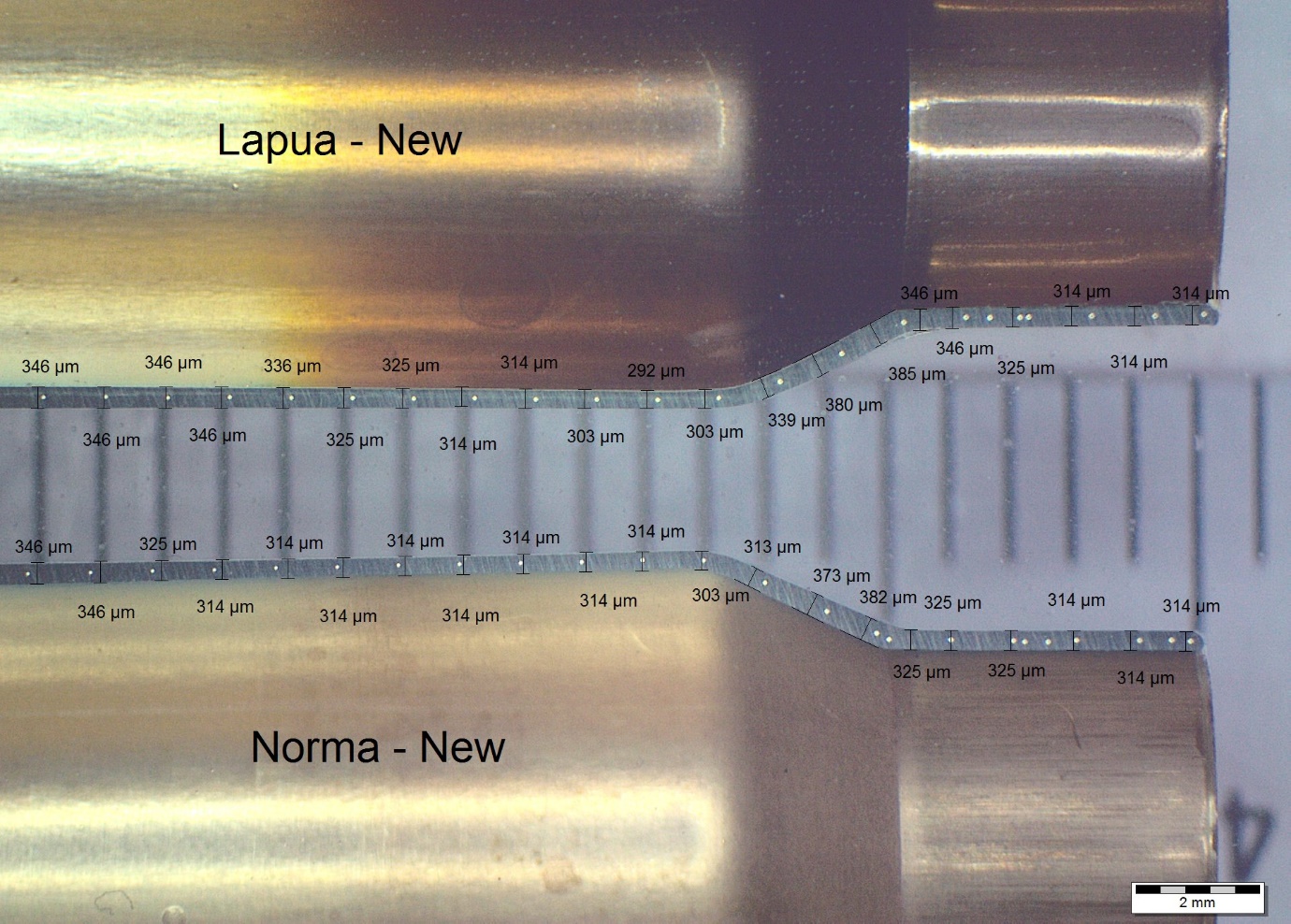
Both the Lapua and Norma neck walls are 314* microns
(0.01236”) at the mouth. The Lapua neck wall thickens to 348 microns at the
junction of the neck and shoulder, and the Norma neck thickens to 325 microns.
Through the shoulder, however, the walls of both cases thicken to 370 – 380
microns. Once past the shoulder, they both taper back to 314 microns, before
starting to thicken again, moving towards the case head.
The Lapua case requires AMP Program 47 to anneal
correctly. It is the heaviest of the four cases tested through the shoulder
region. The Norma case, which is only slightly lighter through the same region
needs Program 43.
*Note: because the longitudinal sections were not cut exactly through the diameter of the
case, the measurements are fractionally larger than if measuring an intact neck
with a ball micrometer.
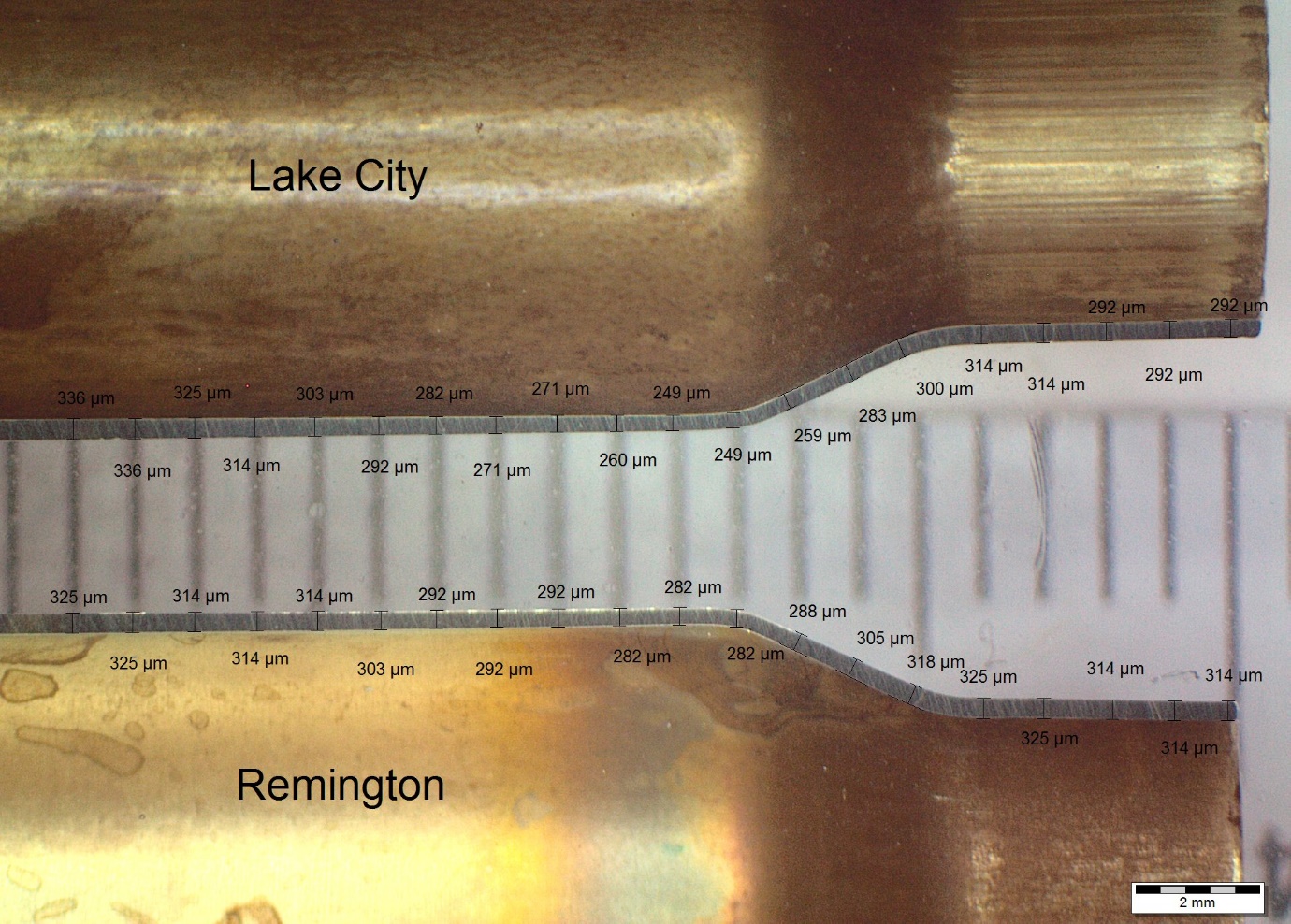
The Remington case is very similar to the Lapua and Norma
cases in the neck region, but it actually thins fractionally through the
shoulder and front section of the body. The AMP program setting for Remington
223R is P32.
The Lake City case is the thinnest throughout of all four
samples. It only requires Program 28.
The above samples clearly demonstrate that the mass of
brass to be annealed is critical to the power requirement for correct
annealing.
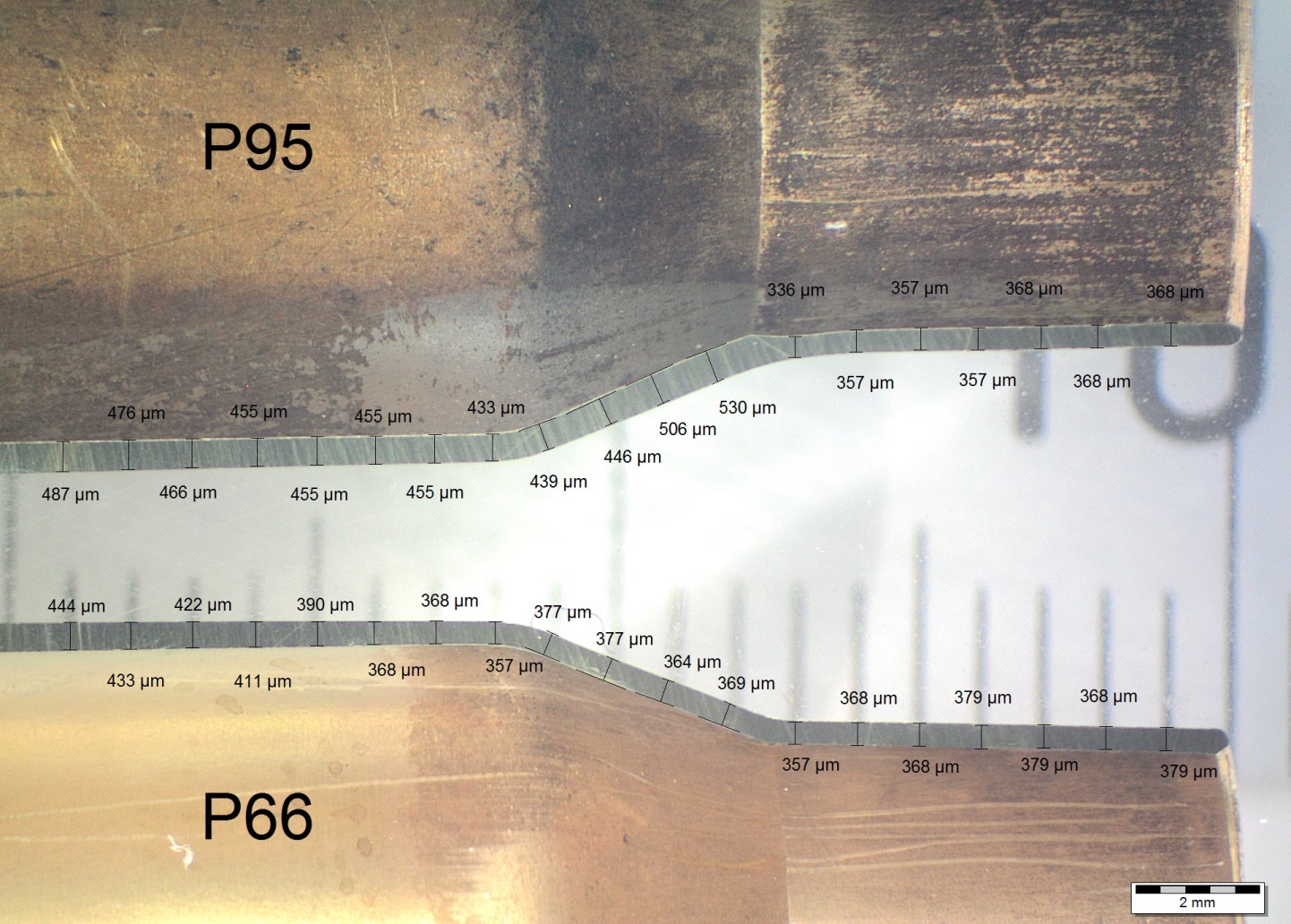
The same thing applies with lot to lot variation. For example, we have found significant differences with Norma 308W lots. The case on the left is virgin brass lot # 100019603. The case on the right is from a customer, lot # unknown. Neither case has been neck turned or reamed since new.

As can be seen below, both cases have very similar neck
wall thicknesses. The virgin case (lower image) maintains a relatively
consistent wall thickness in the neck, through the shoulder and well back into
the body from the shoulder. That case needs Program 66 to anneal correctly.
The second case, however, shows an abrupt thickening of the wall right at the junction of the neck and shoulder. This greater thickness extends from the shoulder right along the body. This case needs Program 95 for correct annealing. Note, there is less than 3 grains average weight difference between the two lots.
This lot to lot variation is by no means confined to just
Norma. We have found similar variations with many brands. While variations are
the exception rather than the rule, we always recommend that our customers send
us samples of their cases for laboratory confirmation. It is a free service,
and guarantees the accuracy of annealing.
Repeatable,
consistent neck tension.
As demonstrated in our Stage One report, "neck tension”
is more than just interference fit. The force necessary to move a bullet in a
case neck depends on a combination of interference fit, neck hardness, and the surface
condition of the inside case neck and bullet surface.
In this report, we start to explore the factors which can
improve (or otherwise) the consistency of "neck tension”. Below is the summary.
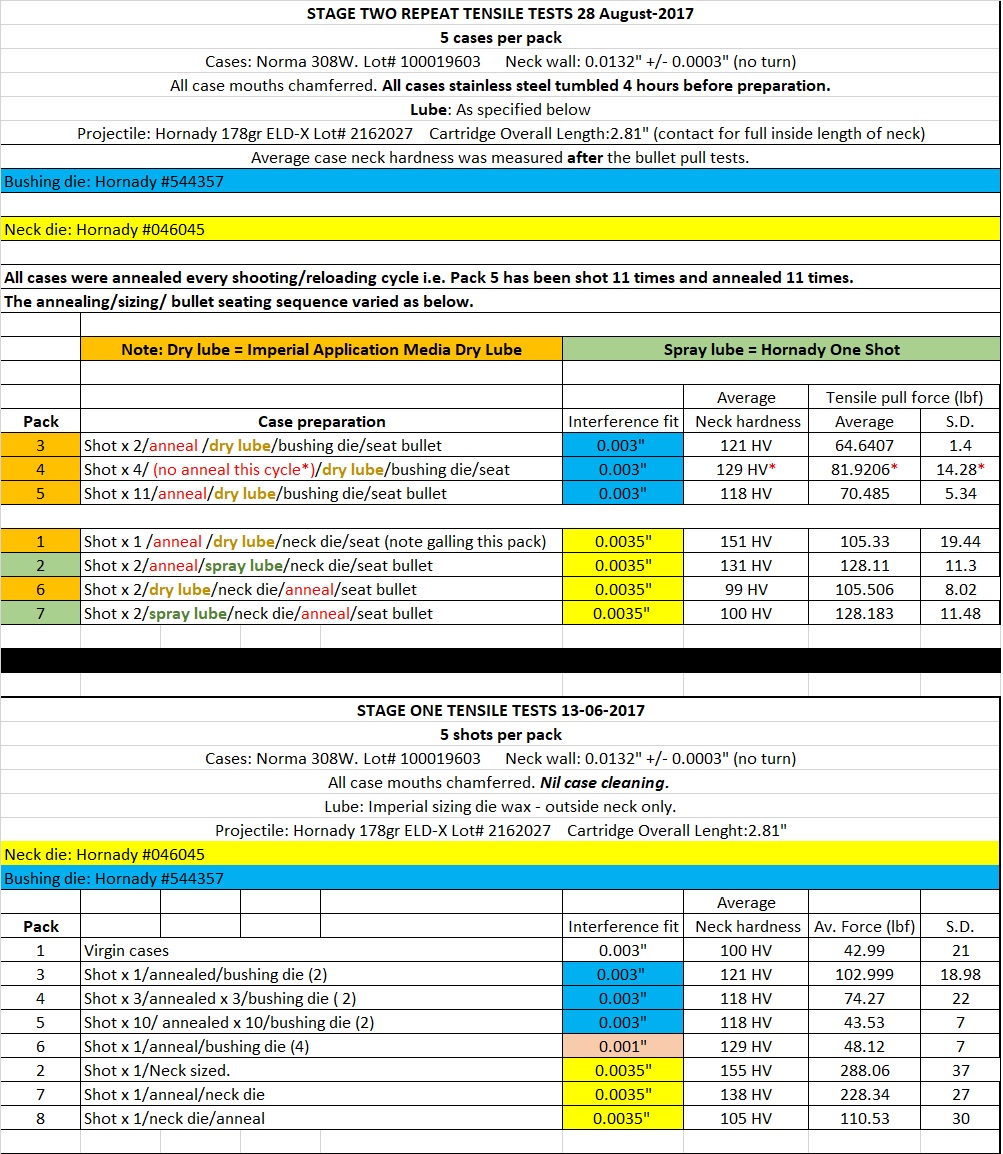
The full laboratory report forms Appendix
5. To make cross referencing easier, we have included the Stage One summary
directly below Stage Two. Packs 1 – 7 are exactly the same cases as used in
Stage One, with one more cycle of shooting. Pack 8 was not used for these tests.
The first major change from Stage One is that all cases were stainless steel tumbled for four hours directly after shooting, and prior to any case preparation. Therefore, carbon was removed from inside the necks. This made a dramatic improvement to the batch to batch consistency. In the Stage One tests on Packs 3, 4 and 5 (identical case preparation with a bushing die), as carbon built up inside the necks, the average tensile force progressively decreased from 103 lbf for once shot cases (Pack 3) down to 74 lbf for three times shot (Pack 4), and just 43.5 lbf for ten times shot cases (Pack 5). Once the carbon was removed, batch to batch consistency was much more reliable (see below notes on Pack 4).
Lubes:
The
comparison between dry lube and spray lube is inconclusive, and will need more
testing. Note: It appears that
graphite does not coat freshly annealed brass as thoroughly
as either unannealed brass, or brass that has been annealed and set aside for a
day or two. We did experience some galling where dry (graphite) lube was used,
in particular with pack 1.
Dies:
Not
surprisingly, the results clearly show better results using a bushing die
(packs 3, 4 and 5) compared to a standard neck die with expander ball (see Appendix
5 graphs). We will test other dies in future.
Probably the most significant detail to emerge from this
round of tests is confirmation that annealing every reload is important
for best consistency. Below is the test data for packs 3, 4 and 5, each of
which was treated identically except for pack 4, which was not annealed this reloading cycle (it
had been annealed every other cycle).
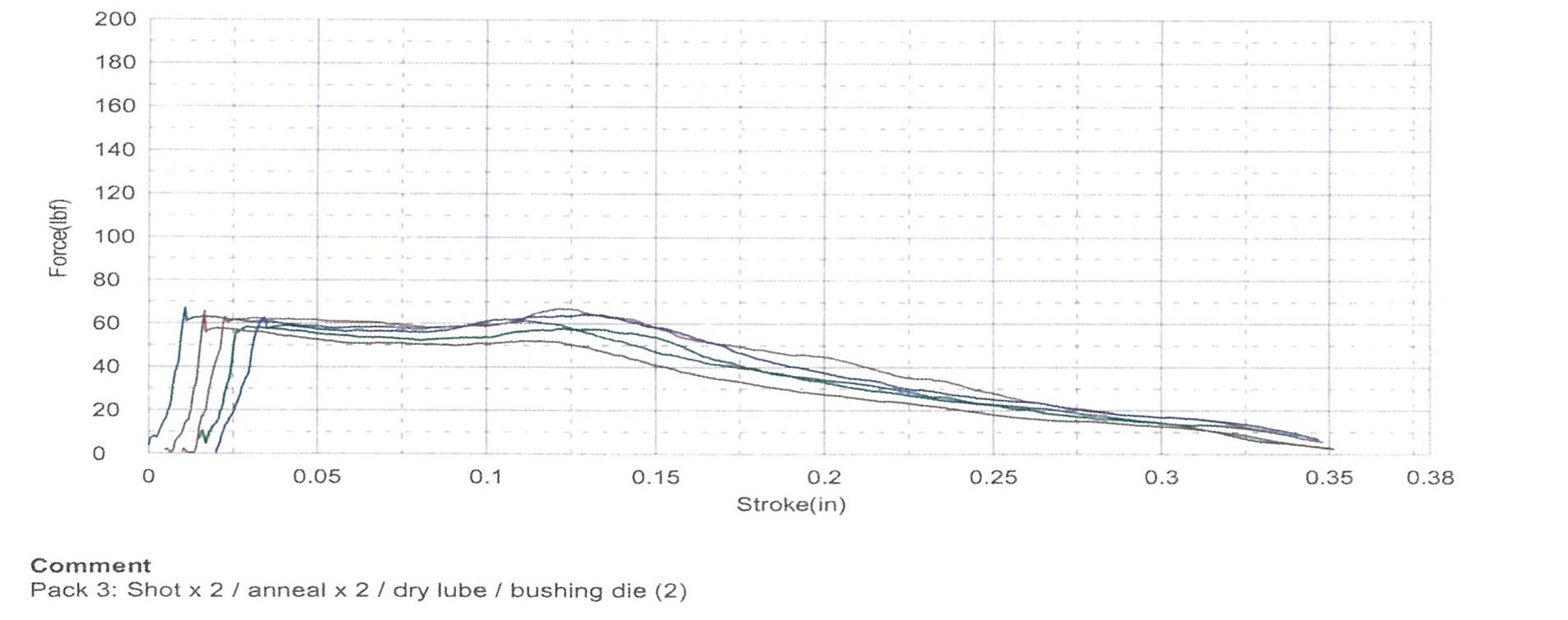
Above is Pack 3. The plot lines show exceptional
uniformity. Next, Pack 5.
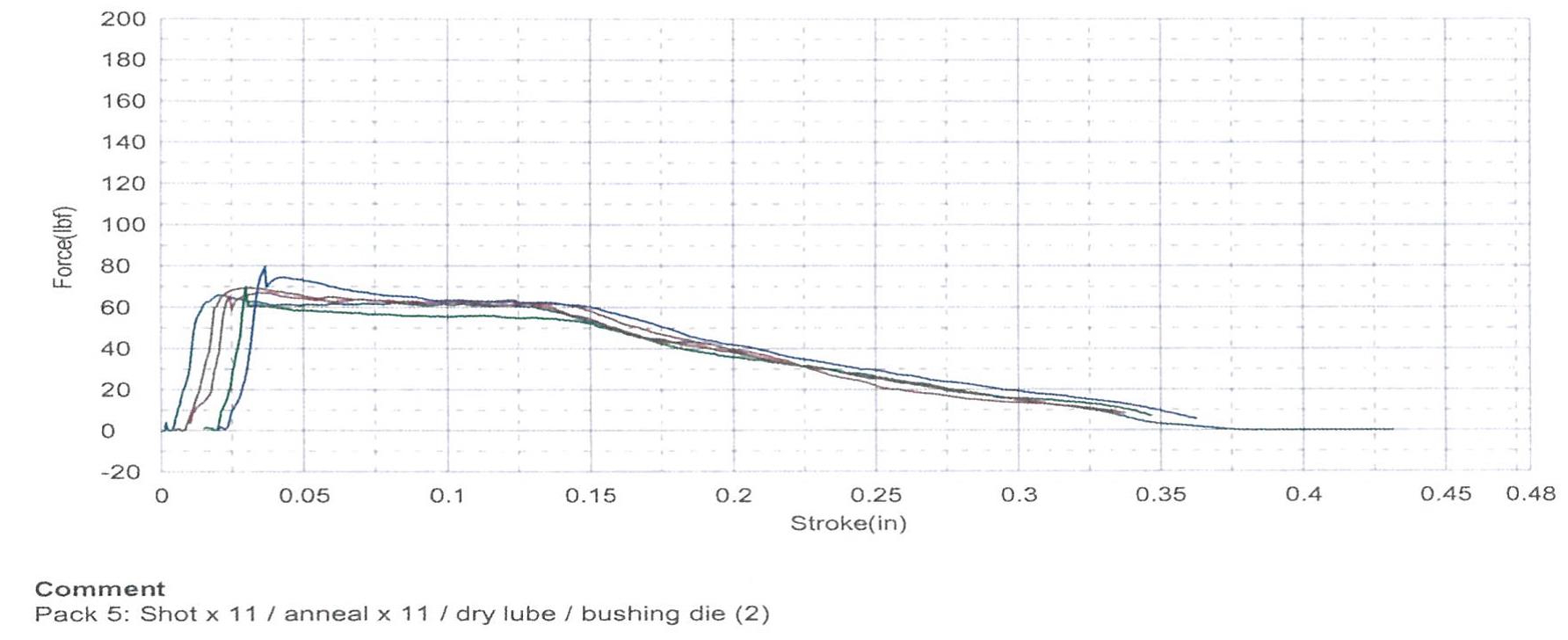
Again, great uniformity with Pack 5 with just a small
variation with case 5. Bear in mind, these cases have now been shot eleven
times. We believe these results will be even
better with more thorough lubing (see above note on freshly annealed brass and
graphite). Now look at Pack 4, without
annealing this cycle.
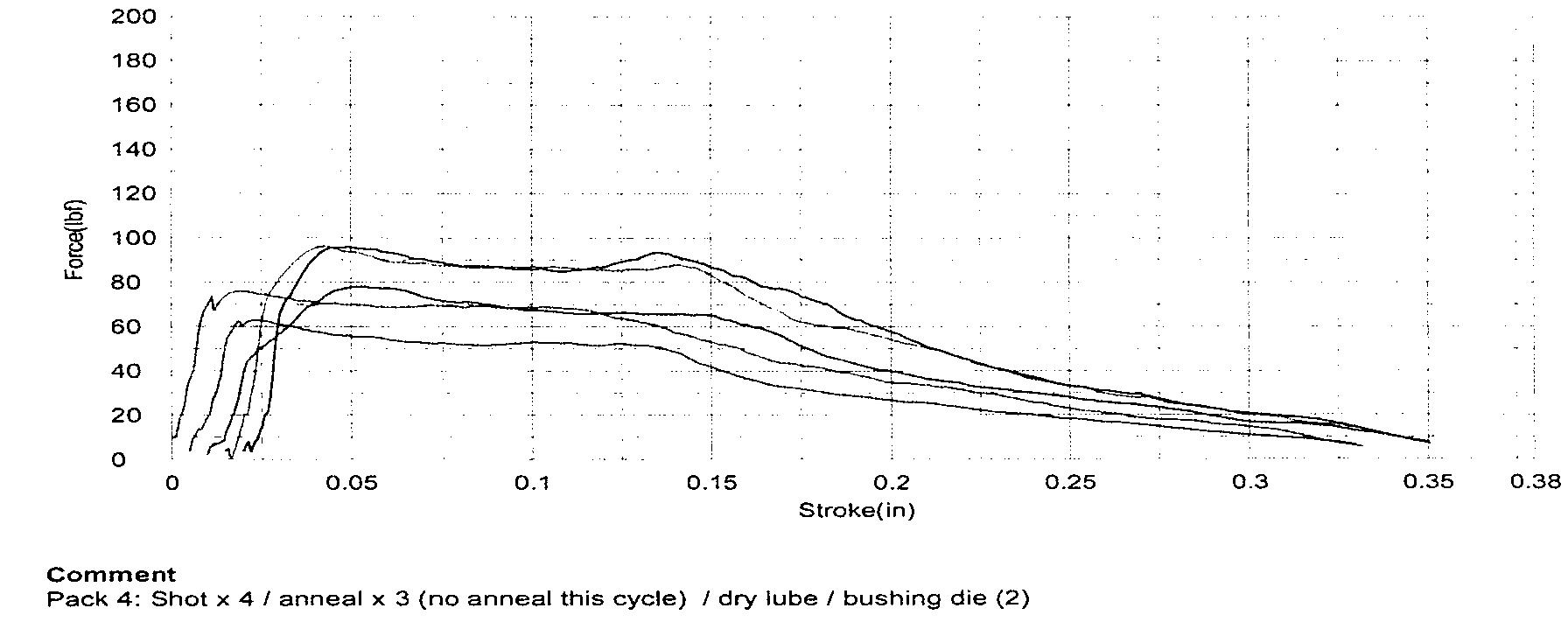
Not only is the average force greater, but the spread case
to case is much greater too. Indeed, the profile of each plot line is
different.
Stage
2 Conclusions:
·
Different brands of the same cartridge cases
can require different annealing power settings due to differing case wall
thickness in the neck and shoulder region. The greater the mass of brass to be
annealed, the greater the power requirement. Lot to lot variation within the
same brand can occur for the same reason.
·
The bushing die used in this set of tensile
bullet pull tests gave significantly more consistent results than the standard
neck die with expander ball.
·
Cases
should be annealed every reload
in order to get the best repeatability.
More
tests:
Our next series of tests will focus on further optimizing tensile pull test results. We will compare stainless steel tumbling with
ultrasonic cleaning, and also test further lube options with particular
attention to the inside neck surface.